Preventing Failures And Prolonging The Life Of Electrical Systems
- Extracted
from Maintenance Technology Magazine by Prof. Matt Mantese.
Most electricians would agree that the essential nervous system of every
facility is the electrical system. The electrical system consists of the main
switch gear, branch circuit panels, transformers, motor control centers and any
other critical electrical equipment.
Proper maintenance of its electrical system is essential for the survival of
any facility, as well as for preventing unexpected electrical interruptions.
This article focuses on a comprehensive program that has been developed
within Aschinger Electric, a St. Louis-based service provider, to help prevent
electrical failures and prolong the life of electrical systems. Performed
annually on all electrical equipment, it includes: infrared scanning, cleaning
and torquing and, finally, an infrared re-scan.
"Infrared" scanning to identify problems
The infrared camera is an excellent tool for identifying potential electrical
problems. All electrical equipment should be scanned as the first step of the
maintenance program. The infrared camera is key to spotting connections that
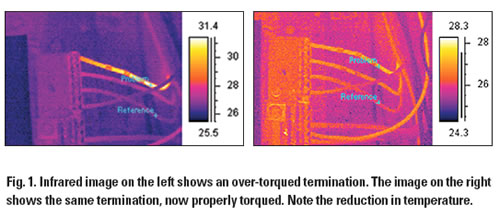
have been improperly torqued or are being overloaded. Fig. 1 illustrates an
overtorqued electrical termination. The problematic point has a temperature of
32 C (90 F). The image at the right shows the same termination after being
properly torqued; the temperature was reduced to 26 C (78 F).
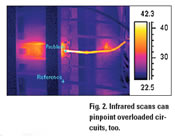
The infrared camera also can identify overloaded circuits. Fig. 2 is an image
of a wire drawing 22.4A. The circuit is rated for 20A. The wire was originally
yellow, but due to the extreme exposure to temperature, it turned brown and
brittle. The wire was able to be replaced and the circuit’s load was
redistributed during a scheduled shutdown rather than during an unexpected
failure of the wire.
All bus links, wire terminations and coils of transformers need to be scanned
while under load.Due to the hazards of scanning energized equipment, it is a
good practice to perform scans with pairs of qualified electricians that are
suited up in personal protective equipment (i.e. - blast suits).
All deficiencies-overtorquing, undertorquing and overloading-should be
documented At this time, an action plan should be developed for correcting the
deficiencies during the un-energized torquing and cleaning step of the
equipment.
Cleaning and torquing
After identifying all deficiencies using the infrared camera, the equipment
needs to be cleaned, followed by torquing of all terminations to manufacturer’s
specifications.
The initial step in cleaning any electrical equipment is to properly
de-energize the equipment, then to lock out and tag the disconnecting means. A
proper lockout/tagout program is a must in every facility.
To clean a piece of equipment, an industrial- strength hepa vacuum is needed.
Vacuum all pieces of the electrical equipment. Next, using a soft paint brush
with fine bristles, brush out all dust and dirt, working from top to bottom and
left to right, while
After all electrical equipment has been thoroughly cleaned, all terminations
should be loosened, cleaned and lubricated with a manufacturer’s specified
lubricant for the materials being connected ( i.e., no-ox for copper to
aluminum, Fisk paste for bus links).
 |
The final
step before re-energizing is to torque all connections to manufacture’s
specifications. If possible, the manufacturer should be consulted for torque
settings of all equipment bolts and links. If torque values are not available,
Table I is a very good reference. At this time, special care should be taken to
correctly torque the deficiencies found during the initial infrared scanning.
Dry-type transformers should be cleaned in the same fashion with one
addition. After the outer coils of the transformer have been removed of dirt
using a paint brush, the inner windings of the coil need to be cleaned using
compressed gas. Nitrogen is used because it will not bind with the atmospheric
air and thus will not form water within the windings. Proper pressure of the
nitrogen to blow out the windings is 25 lbs/in2 or less.
When all dust and debris have been removed, all metal surfaces (i.e., bus
links) should be wiped down using absolute alcohol and a lint-fee rag. Alcohol
cleans well and does not leave a residue when dried. It is advisable to use the
alcohol on cool equipment and to let it dry before re-energizing. (IMPORTANT:
Alcohol is to be used only on metal parts. Do not use alcohol on insulation or
transformer coils.)
Once all terminations are torqued, all equipment should be inspected for
loose tools and properly closed. The electrical system can now be re-energized.
(IMPORTANT: Follow all safety precautions and make sure all workers are
aware of re-energizing of equipment.)
|
|





